Initial measurements and designs for case bezel and body.
Solid slab of bronze, 60mm in diameter to be worked as a case.
Initial milling out of bezel interior to minimize turning work.
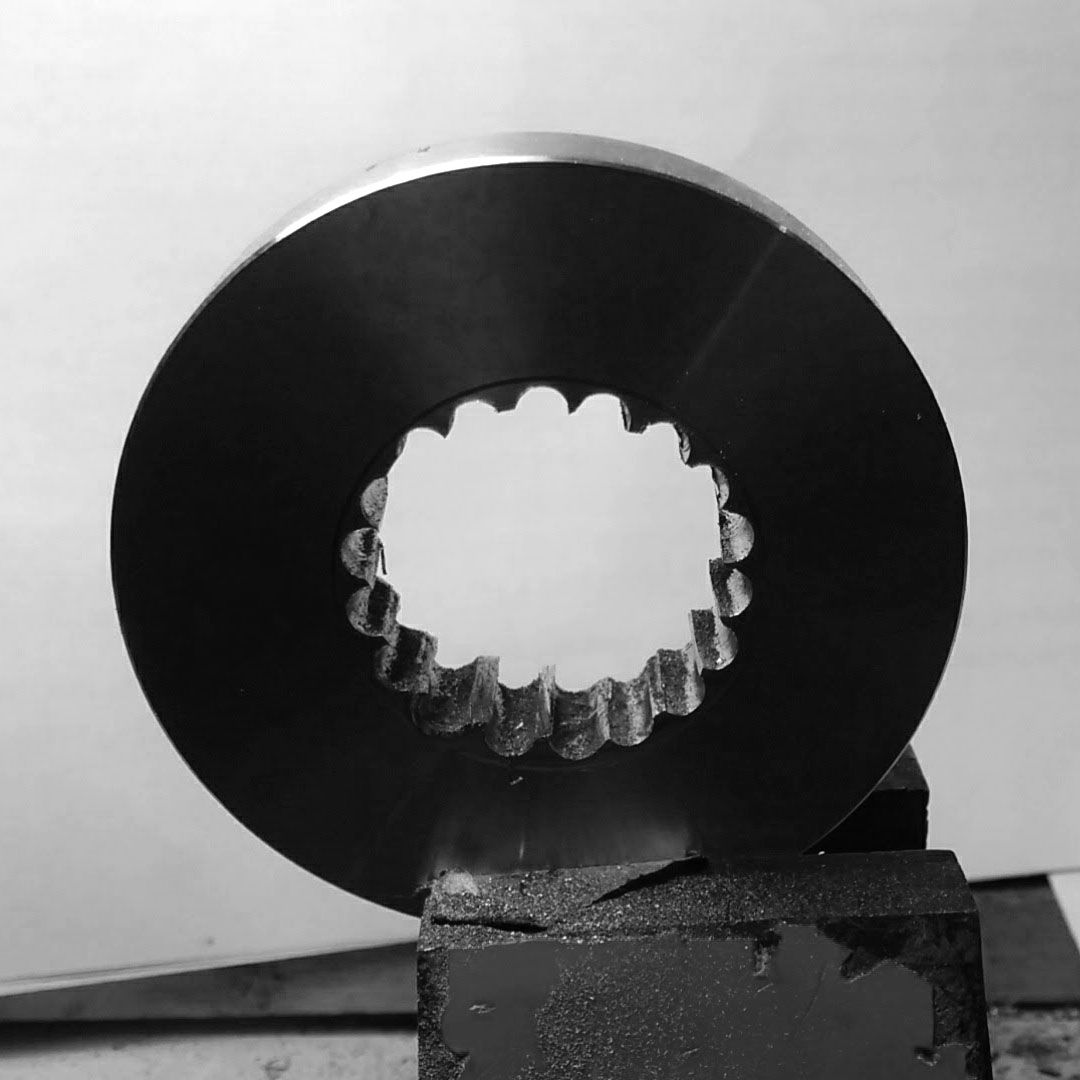
After cutting out the interior portion.
Smoothing the rough cuts.
Interior diameter of glass and bezel.
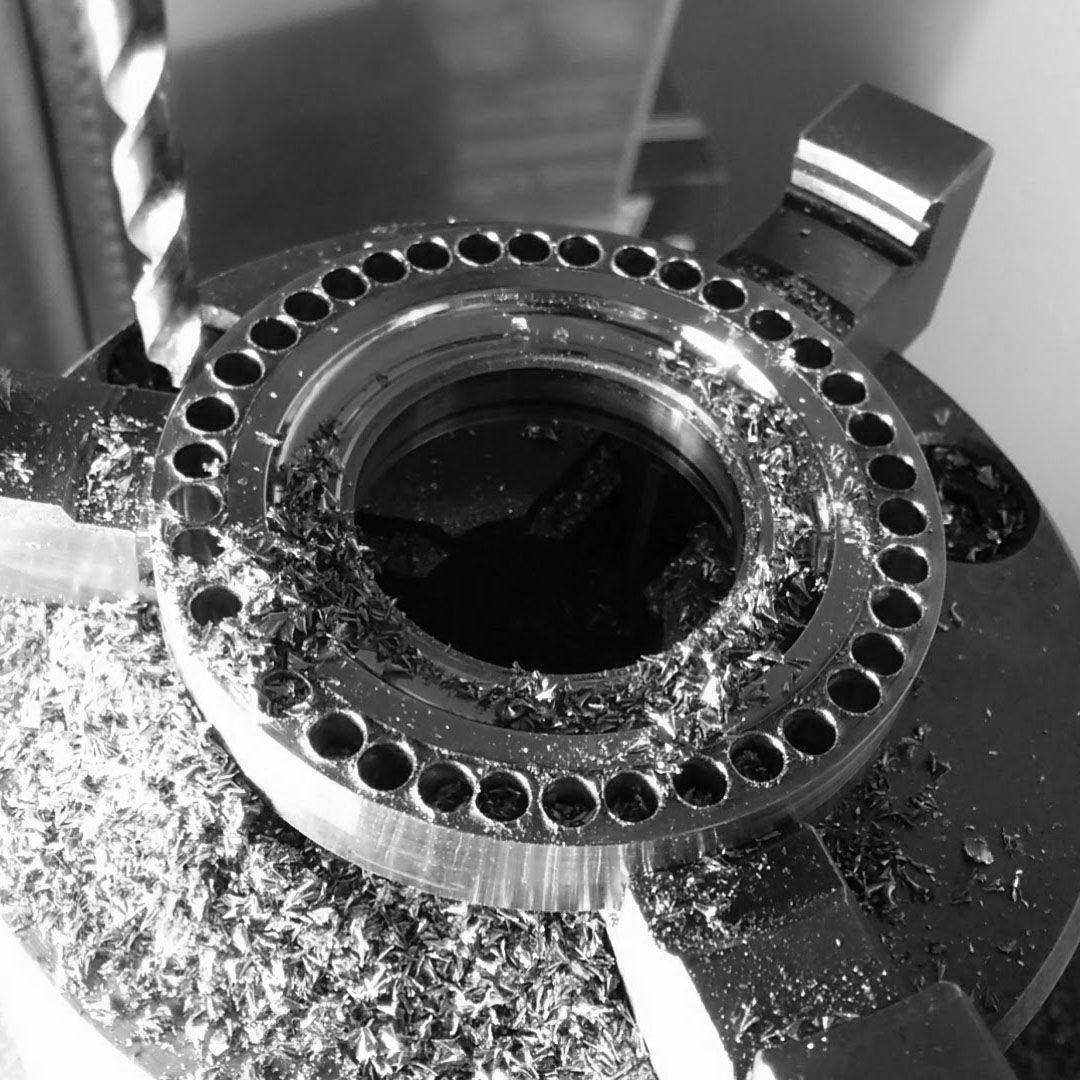
Moving towards the outside of the bezel, rough milling of outer diameter.
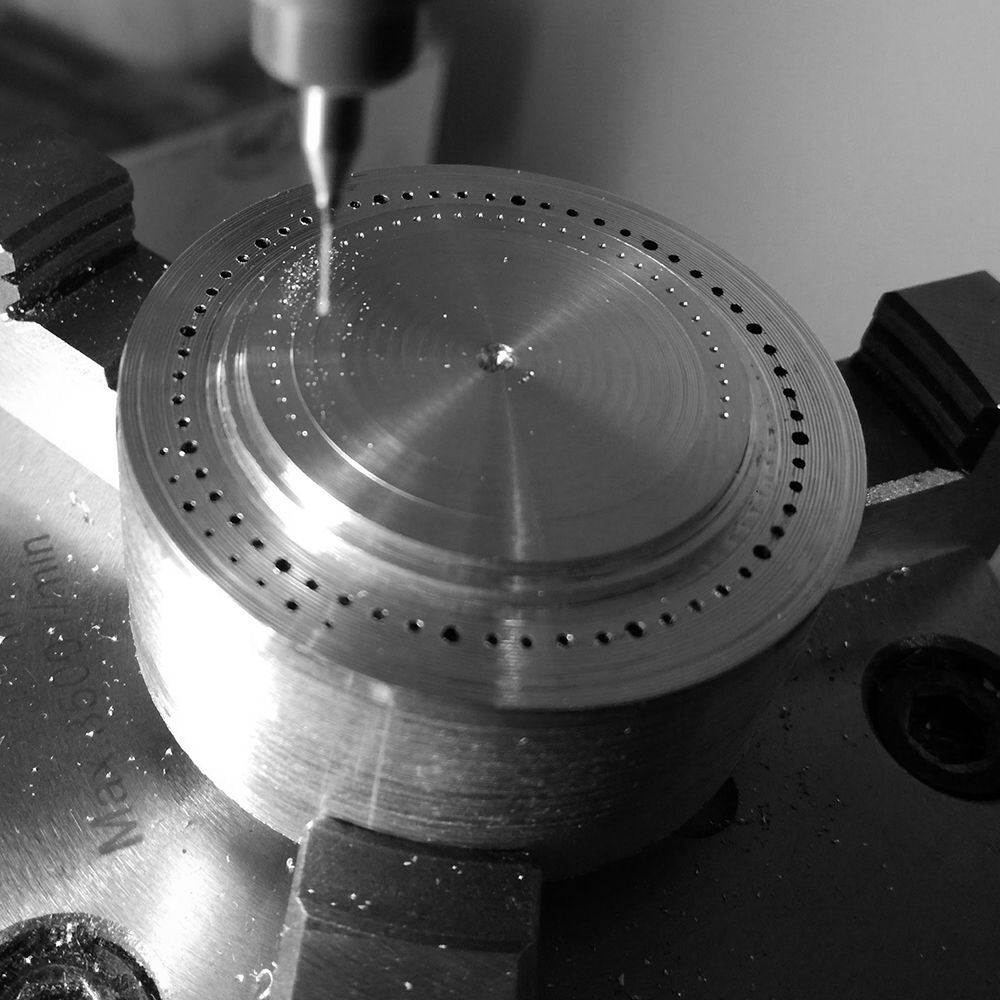
After holes are made, the perimeter will be cut away.
Cleaning of outer rough cuts.
Creating deep curved fluted bezel.
Initial polishing of bezel with diamond paste, this stage comes after initial sanding with different grits of sandpaper.
Parting the bezel.
Turning the bezel around to create rough measurement to fit case body.
Finishing of turning interior areas of bezel.
80% finished bezel. Final adjustments are made after case body is finished.
Detail of fluting of bezel.
Work on case body commences. Initial drilling of hole already having taken place. Here work on the movement seating is done to measure.
Making the outer edge of case to match bezel.
Case is turned around, making back glass fitting and outer diameter of lugs and case body.
Turning into the case for back glass seat.
Testing the back glass in its sitting.
Turning back of case, defining the 40mm diameter of case.
Fluted case back to match the front. After initial polishing.
Milling outer excess to diameter
Watch case body in rough exterior shape.
Turning to size of the cases' outer perimeter.
Turning outer curvature of lug profile.
Initial sanding of outer curvature.
After first rough polish of lug profiles.
Profile of case lugs. These will be further shaped at a later stage.
The case is placed against a general reference marker, referents points are drawn in.
Milling of rough contour. Interior of lugs milled out first.
Lugs being milled.
Rough milling of lugs and also contour of case.
Continued milling of contour.
Rough contour finished.
Finer milling of contour.
Cutting of interior lug area.
Milling out lug sides.
Finishing by hand.
2nd step before closer finishing of case is carried out.
Turning case lip for bezel.
Further turning.
Fitting bezel.
First fitting of bezel.
Case profile, more adjustments will be made to case, bezel, and interior of case.
Milling out area for winding stem and push pin.
Areas milled out will be further adjusted.
Milling out holes for stem and push pin.
First holes drilled.
Progressive drilling with different diameter bits to guarantee accuracy.
Push pin hole drilled out.
Turning the crown bushing.
Further turning of block of bronze.
Block ready to be used for turning crown bushing.
Initial squaring of surfaces to insure accuracy of piece.
Drilling guide hole.
Turning shape of crown bushing.
Further turning, and parting.
Rough shape of crown bushing. This will be fitted to case later.
Turning of crown from same piece of bronze as the case to insure same color aging.
Initial diameter.
Drilling bushing space onto the back of the crown.
Giving concave profile on crown to match case bezel.
Rough finished crown.
Polishing the concave area.
Placed on indexing mandrel to create six groves on crown for grip.
Further finishing.
Penultimate finishing of case, hand sanding of lugs.
Penultimate finish of case.
Milling out movement retaining screw area on case.
Turning movement retaining screws to hold the movement flush to case.
Threading.
Parting off the screw.
Screw slot filed.
Tempering the screw to a blue hue over brass shavings with a flame (not visible here).
Turning ratchet gear holding screw on stem.
Turning of special stem for English watches.
Squaring the stem for winding ratchet gear.
Closer finishing.
Crown bushing fitted on case, guide hole is being drilled to fit diameter of stem.
Stem placed in case.
Design failure lead to broken stem. This piece needs to be redesigned for increased sturdiness.
Here is the setting pin in bronze, I failed to take photographs of the turning process.
Drilling a guide hole for the stem.
Further drilling of hole for retainer screws in stem.
Finished hole.
Creating the winding gear seat on the stem.
Squared seat for winding gear of stem.
Testing with winding gear.
Turning bronze crwon cap screw.
Threading the bronze screw.
Parted screw and finishing screw head.
Slotting the screw.
Polished screw head.
Drilling hole in the crown end of the stem.
Tapping stem.
Squaring the crown hole.
Squared hole.
Fitted crown end screw.
The dial turned from aluminum blank.
Aluminum shavings...
Testing the size of dial with bezel.
Further finishing of dial size.
Drilling the minute markers on dial with an indexing head.
Testing area of drilling minute markers.
Initial drilling.
Further drilling.
Continued drilling.
Hour markers drilled.
Parting of dial.
Turning the dial movement seat.
Finished dial.
Testing the fit of the dial in the movement.
Turning the hands from steel.
Drilling hour hole.
Hour hand before turning.
Initial shape.
Hand finishing.
Turning hour hand seat.
Giving further form.
Turning of minute hand.
turning top and bottom seating.
Further profile turning.
Thinning out the hands.
Slip of a graver and the hand broke.
New hour hand being drilled.
Turning of hour hand profile.
Shaping and flattening with hand file.
Further shaping.
Finishing off of hour seat before parting. Polishing was done later (not photographed).
Making a new ratchet wheel pin.
Testing pin on the mainspring hole that holds the ratchet wheel in place.
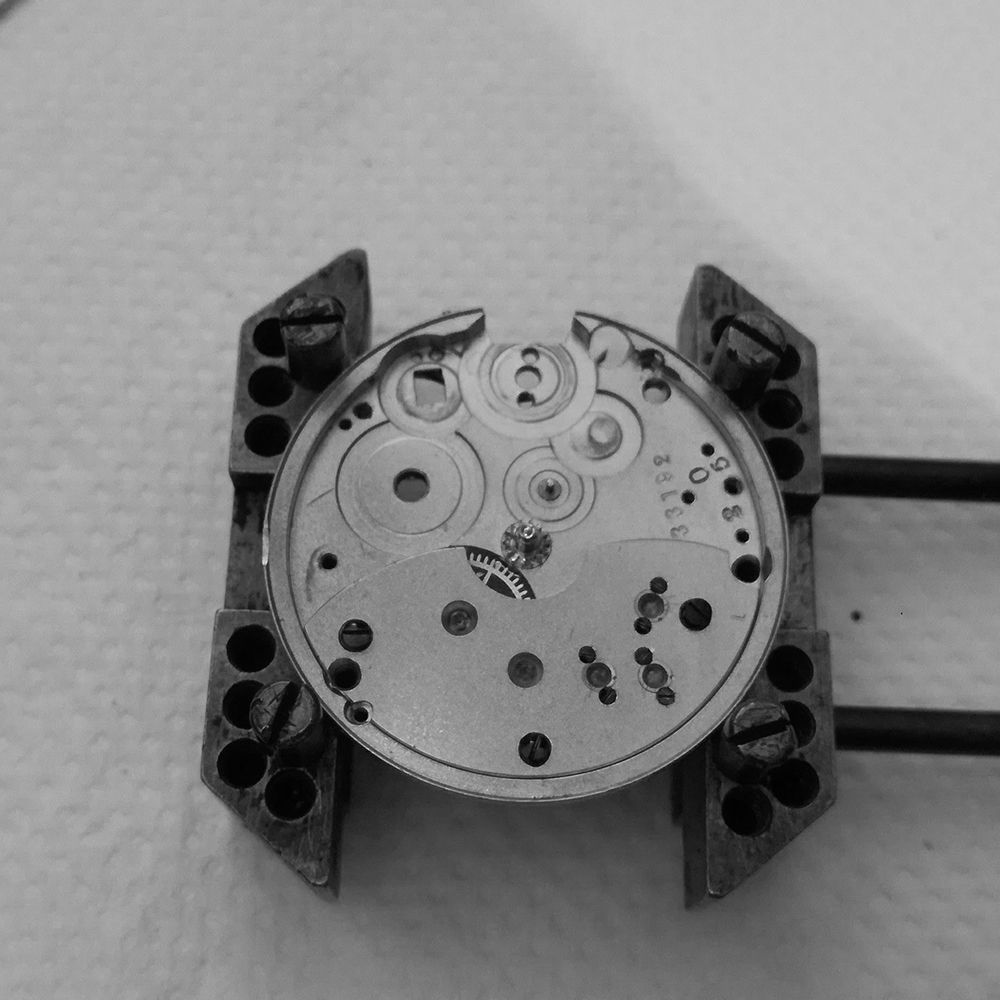
Final cleaning of movement before assembly and testing.