The watch arrived and is disassembled and inspected.
The faulty ratchet wheel stem shows that it has given.
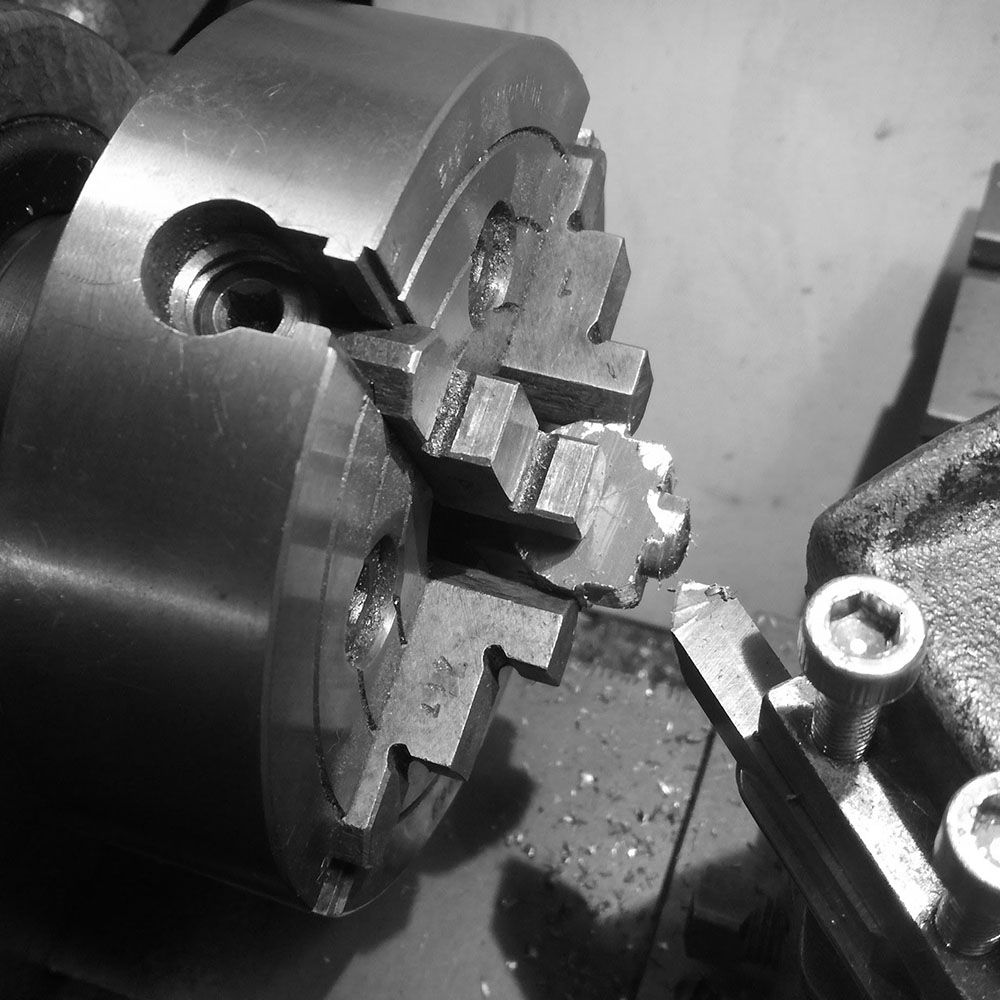
Turning a piece of tool steel into a rod.
Turned into a rod for the through-stem.
Further disassembly of watch.
Winding mechanism.
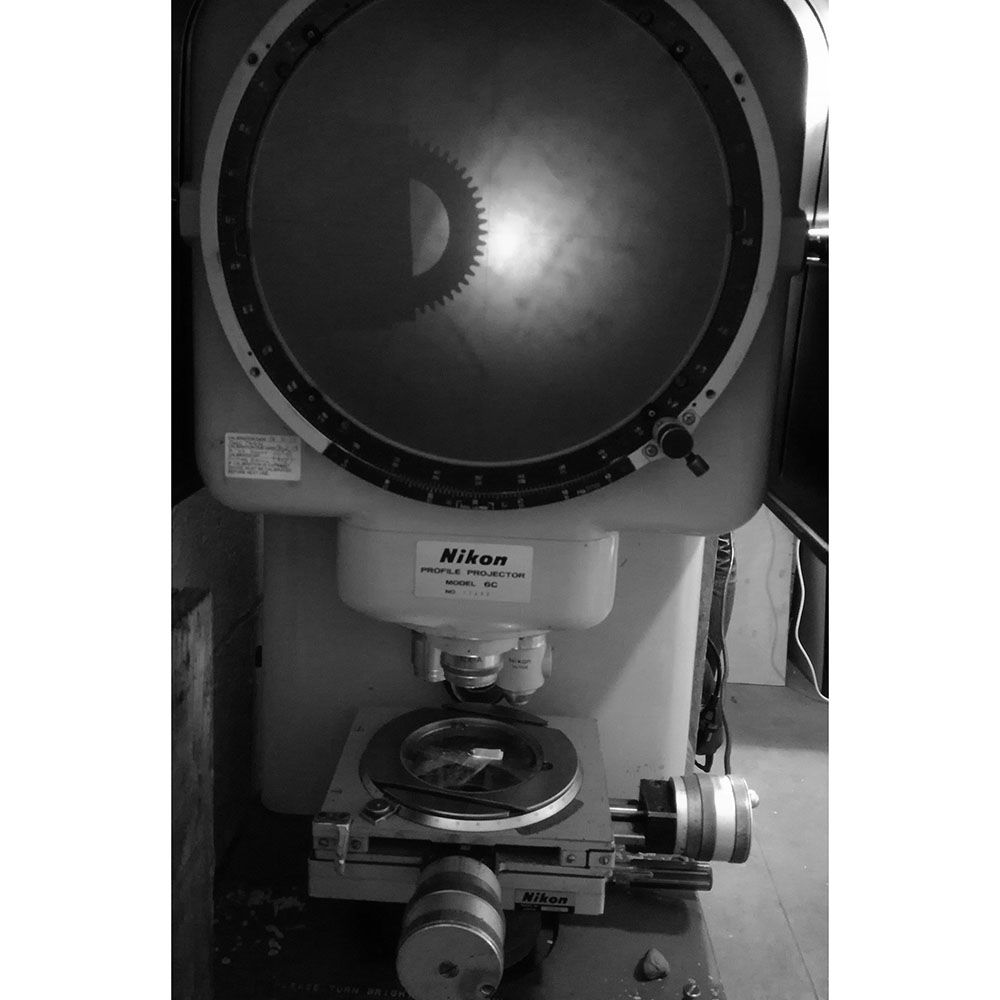
Checking the rocking lever center wheel ratchet in the optical comparator.
Checking the geometry of the teeth.
Creating a fly cutter to match the teeth.
Checking the cutter, which still needs work to match the original teeth shape.
Turning a special collet for the fly cutter.
Further turning.
Custom made collet was ruined at a penultimate operation (it is distorted here.
Collet distorted.
A new collet was made, and will utilize a different fly cutter attachment.
Turning the new fly cutter arbor.
Drilling the area for the fly cutter to be inserted.
Drilling the through-stem holding plate.
Further drilling.
First hole drilled.
Testing the fly cutter on a brass rod.
Testing the geometry of the teeth.
Turning a tool steel stem now.
Starting to cut the gear teeth.
The setup with the dividing head on the Linley jig borer.
The first attempt at the through-stem - it will be further worked.
Parting.
First stem.
Finishing on the watchmaker's lathe.
Testing on the movement.
Further finishing of the holding block.
Parting off the holding block, which is then filed by hand to final shape.
Creating the riser screw which, due to its length, allows the block to rise up and down to facilitate the installation of the movement in the case.
Screw head before slotting.
Screw is hardened.
Bottom of riser plate before finishing with central pin to act as riser/lowering guide.
Dial side.
Modifying the through-stem holding block.
Parts manufactured for this.
The view of the holding block as it is underneath the 3/4 plate.
Making a new and 2nd stem.
Cutting the second stem.
Second stem gears cut.
Finish of gear cutting.
The engagement wasn't optimal, and a new piece of tool steel rod is made.
Further turning of too steel rod.
Cutting a new pinion.
A slightly different set-up.
The pinion is made.
Turning the parts of the stem.
Turned the back portion that goes into the movement and stem holding block.
Finished.
Hardening, since this is tool steel it does not need to be heated in coal to reduce oxigen.
Heated with the flame.
Quenched in oil.
Removing some of the oil.
Polishing.
Polished and then annealed.
Assembly of the movement for performance testing.
Dial-side winding and setting gears.
Movement during assembly.
Gear-train installed.
Dial and hands installed.
Bezel resting on watch.